取消
清空記錄
歷史記錄
清空記錄
歷史記錄

 瀏覽器自帶分享功能也很好用哦~
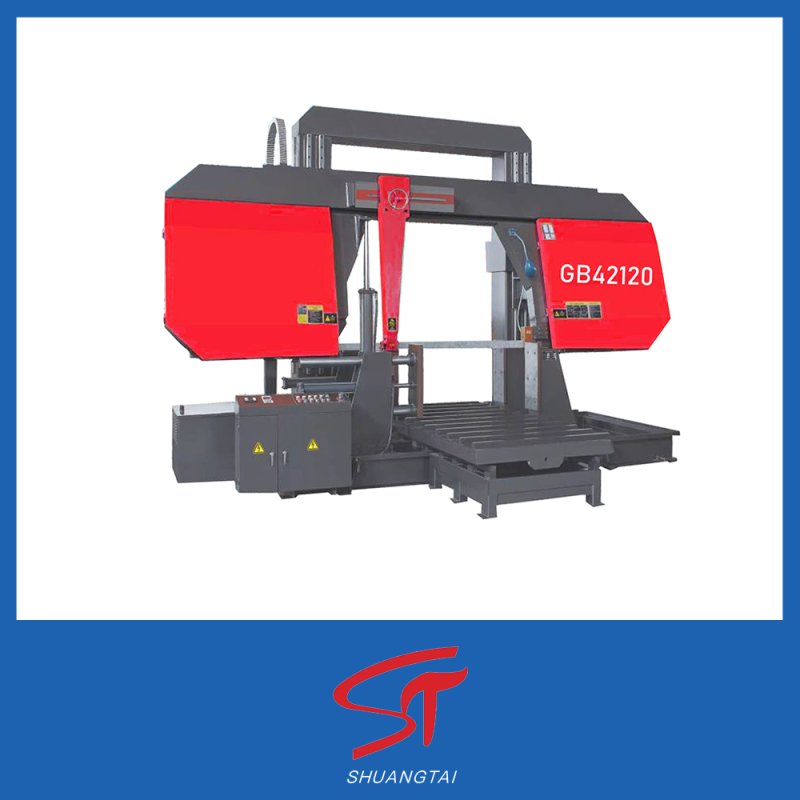
瀏覽器自帶分享功能也很好用哦~一、設備型號:GB42120方柱
設備的設計、制造均按國家標準執行。安全防護符合國家標準。
二、設備主要用途及特點:
本機床適用于機械、汽車、農機、礦山機械、軸承、橋梁、船舶等制造業的批量生產模具、鍛造、金屬結構等各行各業的坯料切割。主要用來鋸切角度的黑色金屬或有色金屬的圓料、方料、型材和管材,具有鋸縫窄、省料、節能、鋸切精度高、操作維修方便、生產效率高。
本機床采用雙方柱式結構,保證結構可靠性、穩定性和先進性,各部分功能具有足夠的裕度,同時也保證具有高品質的鋸切精度。
三、設備主要技術參數:
型號 | GB42120方柱龍門臥式臥式金屬帶鋸床 |
最大鋸削范圍 | ●1200▄1200×1200 |
帶鋸條切削線速度 | 17-60(變頻)m/min |
進刀速度調節方式 | 液壓無級調速 |
夾緊方式 | 雙組虎鉗液壓夾緊 |
帶鋸條規格 | 1.6×67×11480mm |
帶鋸條張緊方式 | 液壓張緊 |
主電機功率 | 15Kw4P |
液壓電機功率 | 2.2Kw |
冷卻泵電機功率 | 0.09Kw |
機床輸入電源電壓 | A.C380V、50HZ |
液壓箱容量 | 300L |
冷卻箱容量 | 300L |
送料行程 | 1.2米 |
送料平臺 | 大:長2100x寬1200,小:長550x寬1200 |
四、機床主要配置
主要配置明細表 | ||
序號 | 名稱 | 生產廠家 |
1 | 主電機 | 上海大速電機有限公司 |
2 | 液壓泵組 | 臺州聯興電機制造有限公司 |
3 | 水泵電機 | 上海鑫志機電有限公司 |
4 | 電磁閥 | 樂清市樂榆液壓氣動元件有限公司 |
5 | 調速閥 | 崇應機電科技有限公司 |
6 | 變壓器 | 浙江天正電氣股份有限公司 |
7 | 交流接觸器 | 浙江正泰電氣股份有限公司 |
8 | 熱過載繼電器 | 浙江正泰電氣股份有限公司 |
9 | 接觸式繼電器 | 浙江正泰電氣股份有限公司 |
10 | 小型斷路器 | 浙江正泰電氣股份有限公司 |
11 | 開關按鈕 | 浙江正泰電氣股份有限公司 |
12 | 直線導軌 | 浙江樂清三環精密機械有限公司 |
13 | 升降油缸 | 浙江飛宇液壓有限公司 |
14 | 夾緊油缸 | 浙江飛宇液壓有限公司 |
15 | 送料油缸 | 浙江飛宇液壓有限公司 |
16 | 減速機 | 浙江三聯傳動有限公司 |
17 | 軸承 | 浙江四通軸承集團有限公司 |
五、機床主要結構
1、 機腳:為板焊件,內置液壓站與冷卻液池。機床靠機腳與地基安裝,以承受機床自身重量和工件重量。
2、 工作臺:采用平臺式工作臺,工件必須置于工作臺上進行切削,是保證切削精度的主要部件之一。
3、 夾緊裝置:采用前后雙組虎鉗液壓夾緊,固定虎鉗做為工件夾緊基準,活動虎鉗通過油缸驅動,以夾緊工件。
4、 立柱:立柱為方柱,立柱前面和側面上安裝有直線導軌,與鋸架連接,作上下升降運動及升降導向。
5、 鋸架:為板焊件,用以安裝聯接主傳動裝置、鋸帶張緊機構及鋸帶導向機構,切削接觸面小,在鋸切材料時切削更容易效率更快。
6、 主傳動:主傳動采用螺旋錐齒輪傳動方式,它是由主電機、減速機及鋸輪組成,主要用于傳遞扭矩,驅動帶鋸條回轉,以實現切削運動,通過變頻器,可以變換切削速度,以適用不同材質工件的切削要求。
7、 鋸帶張緊機構:由從動輪、張緊座、滑塊和油缸組成,通過油缸驅動滑塊帶動鋸輪來實現帶鋸條的張緊,使帶鋸條和鋸輪輪緣之間形成一定的壓力,產生足夠的摩擦力來帶動帶鋸條作旋轉運動。
8、 鋸帶導向機構:由橫梁、導向臂、導向頭、導向塊、合金座及合金片組成,帶鋸條通過導向頭上的軸承,以扭轉帶鋸條與工作臺面保持垂直;合金座和合金片與帶鋸條的背部和側面緊緊相貼,將帶鋸條摩擦降低到最低限度;導向臂鎖緊在橫梁上,當切削不同寬度的工件時,可通過移動導向臂,實現左右導向頭保持最短的距離,使柔性的帶鋸條即增強了剛性,又得到了恰當的柔度,以延長帶鋸條的使用壽命。
六、整機工作原理
液壓系統由貯油箱、液壓電機泵組、電磁換向閥、調速閥、壓力表、過濾網、升降油缸、夾緊油缸及輸送管路等組成的液壓回路。經電氣系統控制電磁換向閥來完成鋸架的升降、工件的夾緊及工件送/退料;通過調速閥控制可實現進給速度的無級調速,達到對不同材質工件的鋸切需要。
電氣系統由行程開關、接線板、分線盒、電氣操作箱、操作面板、電氣元件及電纜等組成的電氣回路,用以控制鋸輪的運轉、鋸架的升降、工件的夾緊及工件送/退料,使之按一定的操作完成鋸切過程。
鋸削速度及鋸切效率
被切材料 | 帶鋸條線速度 (m/min) | 鋸切效率 (cm2/min) |
低碳鋼、低碳合金鋼 | 90-45 | 70-40 |
中碳鋼、合金鋼 | 75-35 | 60-35 |
高碳鋼、鎳鉬鋼、硅錳鋼 | 55-35 | 45-25 |
不銹鋼、合金工具鋼 | 50-20 | 40-20 |
鎳合金 | 33-11 | 20-10 |
鈦合金 | 18-5 | 20-10 |
注:帶鋸條線速度隨被切材料寬度的增加而減慢。
管形結構件和型材的選牙齒
壁厚(毫米) | 每英寸齒數 |
1.5—4 | 5/8 |
4—8 | 4/6 |
8—30 | 3/4 |
30—50 | 2/3 |
七、機床使用環境
1、工作環境溫度:0-40℃ 2、相對濕度:不大于85%
3、電源電壓:380V±5% 50Hz 4、海拔高度:不超過1000m
5、冷卻系統使用介質:皂化油冷卻液
電源:3AC、380V±10%、50HZ±1HZ
八、帶鋸床技術標準
本機床遵守:JB/T4318.3——2013 臥式帶鋸床技術條件
GB16454——2008 金屬鋸床安全防護技術條件
九、外型圖



一、設備型號:GB42120方柱
設備的設計、制造均按國家標準執行。安全防護符合國家標準。
二、設備主要用途及特點:
本機床適用于機械、汽車、農機、礦山機械、軸承、橋梁、船舶等制造業的批量生產模具、鍛造、金屬結構等各行各業的坯料切割。主要用來鋸切角度的黑色金屬或有色金屬的圓料、方料、型材和管材,具有鋸縫窄、省料、節能、鋸切精度高、操作維修方便、生產效率高。
本機床采用雙方柱式結構,保證結構可靠性、穩定性和先進性,各部分功能具有足夠的裕度,同時也保證具有高品質的鋸切精度。
三、設備主要技術參數:
型號 | GB42120方柱龍門臥式臥式金屬帶鋸床 |
最大鋸削范圍 | ●1200▄1200×1200 |
帶鋸條切削線速度 | 17-60(變頻)m/min |
進刀速度調節方式 | 液壓無級調速 |
夾緊方式 | 雙組虎鉗液壓夾緊 |
帶鋸條規格 | 1.6×67×11480mm |
帶鋸條張緊方式 | 液壓張緊 |
主電機功率 | 15Kw4P |
液壓電機功率 | 2.2Kw |
冷卻泵電機功率 | 0.09Kw |
機床輸入電源電壓 | A.C380V、50HZ |
液壓箱容量 | 300L |
冷卻箱容量 | 300L |
送料行程 | 1.2米 |
送料平臺 | 大:長2100x寬1200,小:長550x寬1200 |
四、機床主要配置
主要配置明細表 | ||
序號 | 名稱 | 生產廠家 |
1 | 主電機 | 上海大速電機有限公司 |
2 | 液壓泵組 | 臺州聯興電機制造有限公司 |
3 | 水泵電機 | 上海鑫志機電有限公司 |
4 | 電磁閥 | 樂清市樂榆液壓氣動元件有限公司 |
5 | 調速閥 | 崇應機電科技有限公司 |
6 | 變壓器 | 浙江天正電氣股份有限公司 |
7 | 交流接觸器 | 浙江正泰電氣股份有限公司 |
8 | 熱過載繼電器 | 浙江正泰電氣股份有限公司 |
9 | 接觸式繼電器 | 浙江正泰電氣股份有限公司 |
10 | 小型斷路器 | 浙江正泰電氣股份有限公司 |
11 | 開關按鈕 | 浙江正泰電氣股份有限公司 |
12 | 直線導軌 | 浙江樂清三環精密機械有限公司 |
13 | 升降油缸 | 浙江飛宇液壓有限公司 |
14 | 夾緊油缸 | 浙江飛宇液壓有限公司 |
15 | 送料油缸 | 浙江飛宇液壓有限公司 |
16 | 減速機 | 浙江三聯傳動有限公司 |
17 | 軸承 | 浙江四通軸承集團有限公司 |
五、機床主要結構
1、 機腳:為板焊件,內置液壓站與冷卻液池。機床靠機腳與地基安裝,以承受機床自身重量和工件重量。
2、 工作臺:采用平臺式工作臺,工件必須置于工作臺上進行切削,是保證切削精度的主要部件之一。
3、 夾緊裝置:采用前后雙組虎鉗液壓夾緊,固定虎鉗做為工件夾緊基準,活動虎鉗通過油缸驅動,以夾緊工件。
4、 立柱:立柱為方柱,立柱前面和側面上安裝有直線導軌,與鋸架連接,作上下升降運動及升降導向。
5、 鋸架:為板焊件,用以安裝聯接主傳動裝置、鋸帶張緊機構及鋸帶導向機構,切削接觸面小,在鋸切材料時切削更容易效率更快。
6、 主傳動:主傳動采用螺旋錐齒輪傳動方式,它是由主電機、減速機及鋸輪組成,主要用于傳遞扭矩,驅動帶鋸條回轉,以實現切削運動,通過變頻器,可以變換切削速度,以適用不同材質工件的切削要求。
7、 鋸帶張緊機構:由從動輪、張緊座、滑塊和油缸組成,通過油缸驅動滑塊帶動鋸輪來實現帶鋸條的張緊,使帶鋸條和鋸輪輪緣之間形成一定的壓力,產生足夠的摩擦力來帶動帶鋸條作旋轉運動。
8、 鋸帶導向機構:由橫梁、導向臂、導向頭、導向塊、合金座及合金片組成,帶鋸條通過導向頭上的軸承,以扭轉帶鋸條與工作臺面保持垂直;合金座和合金片與帶鋸條的背部和側面緊緊相貼,將帶鋸條摩擦降低到最低限度;導向臂鎖緊在橫梁上,當切削不同寬度的工件時,可通過移動導向臂,實現左右導向頭保持最短的距離,使柔性的帶鋸條即增強了剛性,又得到了恰當的柔度,以延長帶鋸條的使用壽命。
六、整機工作原理
液壓系統由貯油箱、液壓電機泵組、電磁換向閥、調速閥、壓力表、過濾網、升降油缸、夾緊油缸及輸送管路等組成的液壓回路。經電氣系統控制電磁換向閥來完成鋸架的升降、工件的夾緊及工件送/退料;通過調速閥控制可實現進給速度的無級調速,達到對不同材質工件的鋸切需要。
電氣系統由行程開關、接線板、分線盒、電氣操作箱、操作面板、電氣元件及電纜等組成的電氣回路,用以控制鋸輪的運轉、鋸架的升降、工件的夾緊及工件送/退料,使之按一定的操作完成鋸切過程。
鋸削速度及鋸切效率
被切材料 | 帶鋸條線速度 (m/min) | 鋸切效率 (cm2/min) |
低碳鋼、低碳合金鋼 | 90-45 | 70-40 |
中碳鋼、合金鋼 | 75-35 | 60-35 |
高碳鋼、鎳鉬鋼、硅錳鋼 | 55-35 | 45-25 |
不銹鋼、合金工具鋼 | 50-20 | 40-20 |
鎳合金 | 33-11 | 20-10 |
鈦合金 | 18-5 | 20-10 |
注:帶鋸條線速度隨被切材料寬度的增加而減慢。
管形結構件和型材的選牙齒
壁厚(毫米) | 每英寸齒數 |
1.5—4 | 5/8 |
4—8 | 4/6 |
8—30 | 3/4 |
30—50 | 2/3 |
七、機床使用環境
1、工作環境溫度:0-40℃ 2、相對濕度:不大于85%
3、電源電壓:380V±5% 50Hz 4、海拔高度:不超過1000m
5、冷卻系統使用介質:皂化油冷卻液
電源:3AC、380V±10%、50HZ±1HZ
八、帶鋸床技術標準
本機床遵守:JB/T4318.3——2013 臥式帶鋸床技術條件
GB16454——2008 金屬鋸床安全防護技術條件
九、外型圖